Способы устранения пяти распространённых дефектов при лазерной сварке
2026-06-26
Способы устранения пяти распространённых дефектов при лазерной сварке
Благодаря высокой производительности, высокой точности, отличному качеству шва и простоте автоматизации лазерная сварка широко применяется в различных отраслях промышленности и играет ключевую роль в производстве — в том числе в военной, медицинской, аэрокосмической, автомобильной электронике (3C), механическом производстве, новой энергетике, сантехнике и других сферах.
Однако любой метод обработки при неправильном понимании его принципов и несоблюдении технологических режимов может приводить к появлению дефектов или брака; лазерная сварка не является исключением. Только хорошо изучив эти дефекты и научившись их предотвращать, можно в полной мере раскрыть потенциал лазерной сварки и получать изделия с красивым внешним видом и высоким качеством. На основе многолетнего практического опыта инженеры обобщили ряд решений для типичных сварочных дефектов, которыми мы делимся с коллегами по отрасли.
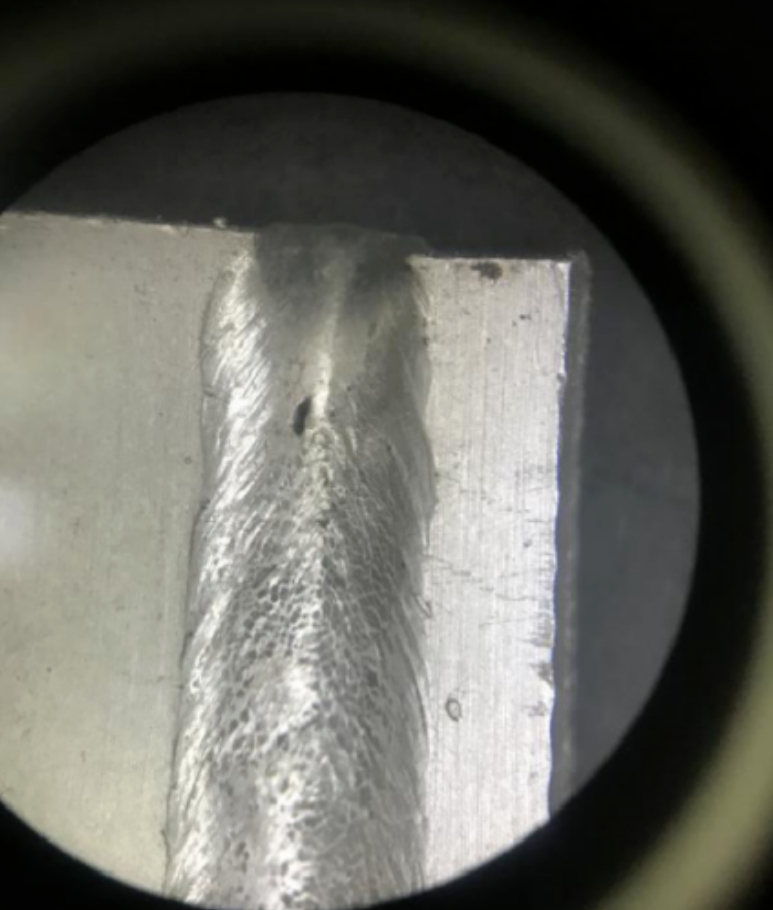
1. Трещины
При непрерывной лазерной сварке трещины возникают в основном по термическим причинам — это кристаллизационные трещины, трещины разжижения и т.п. Их появление связано с большими усадочными напряжениями, возникающими в шве до его полного затвердевания. Снизить или полностью устранить трещины позволяют такие меры, как присадочная проволока и предварительный подогрев.

▲ Сварной шов с трещинами
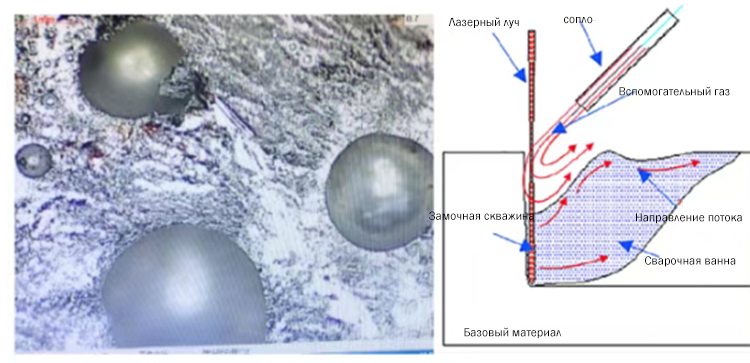
2. Поры
Пористость — один из наиболее частых дефектов при лазерной сварке. Сварочная ванна глубокая и узкая, а скорость охлаждения очень высока, поэтому газы, образующиеся в жидкой ванне, не успевают выйти наружу, что приводит к образованию пор. Впрочем, из-за быстрого охлаждения поры при лазерной сварке обычно меньше, чем при традиционной дуговой сварке. Тщательная зачистка поверхности деталей перед сваркой снижает склонность к пористости; также на образование пор влияет направление подачи защитного газа.
3. Разбрызгивание
Разбрызгивание металла при лазерной сварке существенно ухудшает качество поверхности шва и может загрязнять или повреждать защитную оптику. Разбрызгивание напрямую связано с плотностью мощности: снижение сварочной энергии позволяет уменьшить его количество. Если при этом глубина проплавления оказывается недостаточной, следует уменьшить скорость сварки.

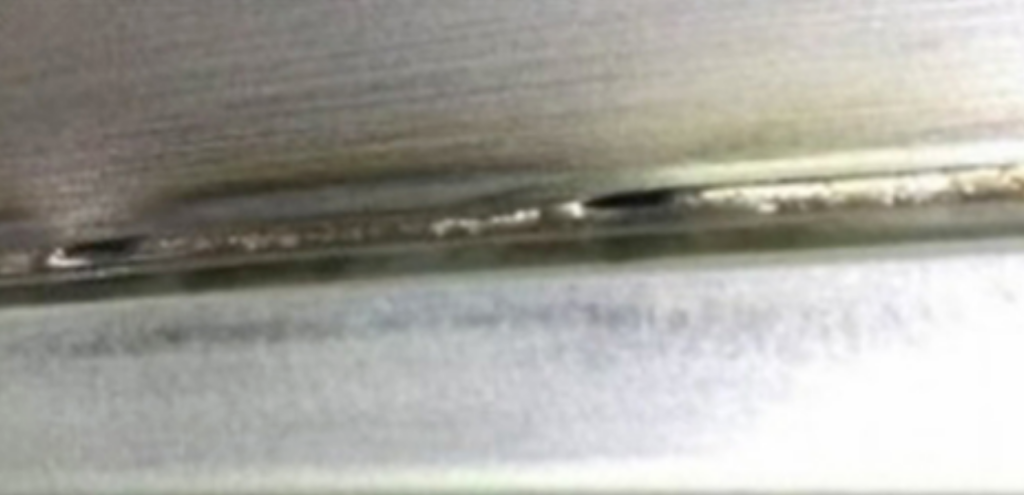
4. Подрезы
Если скорость сварки слишком высока, жидкий металл, направляющийся от кратера к центру шва, не успевает перераспределиться, и по краям шва после затвердевания образуются подрезы. Также подрезы возникают при слишком большом зазоре в стыке, когда количество расплавляемого металла недостаточно для заполнения зазора. В конце сварки, если мощность снижается слишком быстро, кратер может обрушиться, что также приводит к локальным подрезам. Согласование мощности и скорости сварки позволяет эффективно устранить этот дефект.
5. Провисание (оседание) шва
При слишком низкой скорости сварки сварочная ванна становится широкой и объёмной, количество расплавленного металла увеличивается, и поверхностное натяжение не может удержать тяжёлый жидкий металл — в результате центр шва опускается, образуя впадину или кратер. В этом случае необходимо снизить плотность энергии, чтобы избежать провисания ванны.
Правильное понимание дефектов, возникающих при лазерной сварке, и знание причин их появления позволяют целенаправленно решать проблемы с качеством сварных швов и добиваться стабильно высоких результатов.