Методы и характеристики лазерной сварки
2026-07-01
Методы и характеристики лазерной сварки
Сварка — распространенный процесс в промышленном производстве. Существует множество видов сварочных технологий; ниже представлены некоторые распространенные методы лазерной сварки.

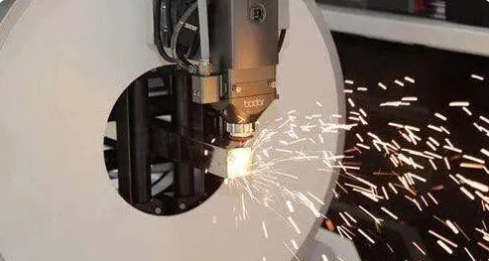
1. **Лазерная сварка плавлением:** Лазерное излучение характеризуется высокой плотностью энергии и интенсивностью, что позволяет нагревать и расплавлять материалы на очень малом участке, обеспечивая тем самым эффективное соединение практически любых материалов.
2. **Гибридная лазерно-дуговая сварка:** Лазерный луч формирует сварочную ванну на заготовке, а электрическая дуга одновременно расплавляет материал (или соединяет слои), завершая процесс сварки.
3. **Лазерная пайка:** Используется лазер и специальное сопло или наконечник для нагрева заготовки (с помощью электрической дуги или оптического излучения) и выполнения процесса соединения.
4. **Лазерная сварка с подачей расплава:** Лазерный луч нагревает металл до расплавленного состояния, а расплавленный металл подается на заготовку через сопло для формирования сварного шва.
Характеристики лазерной сварки
I. Сварка выполняется на поверхности материала без физического контакта с заготовкой. Метод подходит для любых металлов и сплавов, особенно для материалов, трудно поддающихся сварке традиционными способами.
В процессе работы лазер передает энергию материалу (при этом часть излучения отражается обратно к источнику). При перемещении луча по поверхности материала образуется сварочная ванна. Это обеспечивает высокую точность сварки и позволяет соединять детали, толщина которых превышает возможности традиционных методов сварки.

Преимущества: возможность соединения широкого спектра материалов (включая композиты).
Недостатки: необходимость использования мощных лазеров и специализированного сварочного оборудования.
II. По сравнению с аргонодуговой сваркой, лазерная сварка позволяет соединять детали сложной формы.
Например, она подходит для сварки различных металлов — таких как сталь, медь и алюминий — обеспечивая при этом высокое качество шва. Метод позволяет сваривать миниатюрные детали сложной конфигурации; возможна сварка деталей диаметром менее 1 мм (но весом более 200 г). Кроме того, использование мощных лазеров исключает необходимость в дополнительном вспомогательном оборудовании в процессе работы. Благодаря этому лазерная сварка плавлением широко применяется в промышленном производстве.
III. Лазерная сварка, как правило, не требует предварительного подогрева (хотя это зависит от конкретных технологических требований, так как для некоторых материалов подогрев может быть необходим). В процессе сварки обеспечивается минимальный тепловвод, а сварочная ванна остается стабильной. Этот специализированный метод сварки обладает преимуществами в ситуациях, когда традиционные производственные процессы непригодны или экономически невыгодны. Поскольку в ходе процесса не происходит значительного теплового воздействия, лазерная сварка исключает необходимость предварительного нагрева или последующего охлаждения. Получаемые сварные швы отличаются оптимальной геометрией и благоприятными характеристиками зоны термического влияния и анизотропии материала. Сварные соединения обладают превосходными механическими свойствами, что обеспечивает широкое применение данного метода в различных отраслях промышленности — в частности, в автомобилестроении, машиностроении и производстве металлоизделий.
IV. Детали требуют лишь минимальной подготовки. Нет необходимости в специальной обработке поверхности (например, полировке или шлифовке); процесс отличается простотой и удобством, позволяя выполнять сварку непосредственно лазерным оборудованием.
Области применения: сварка кузовов автомобилей, механических компонентов, пресс-форм, трубопроводной арматуры и других изделий. Метод совместим с широким спектром металлов, включая медь, алюминий, нержавеющую сталь и специальные легированные стали, и широко используется в производстве автомобильных кузовов и промышленных деталей.
V. Сварка может выполняться с минимальным расходом присадочной проволоки или вовсе без нее, что позволяет сократить затраты и время обработки (хотя в отдельных случаях, в зависимости от специфики процесса, использование присадочной проволоки может потребоваться). В результате часто удается получить высококачественные сварные соединения при минимальном расходе присадочного материала или низкой мощности лазера.