Лазерная маркировка: инновационная технология в сфере упаковки
2026-07-14
Лазерная маркировка: инновационная технология в сфере упаковки
1 Введение
В конце 1970-х — начале 1980-х годов на международной арене появилась новая технология применения лазеров — лазерная маркировка. Установки для лазерной маркировки являются важным примером практического применения принципов лазерной обработки: в них используется лазерный луч, воздействующий на поверхность материала и мгновенно преобразующий световую энергию в тепловую. Это приводит к плавлению и испарению материала поверхности, в результате чего формируются изображения, состоящие из текста, узоров и других графических элементов.
2 Области применения и преимущества лазерной маркировки
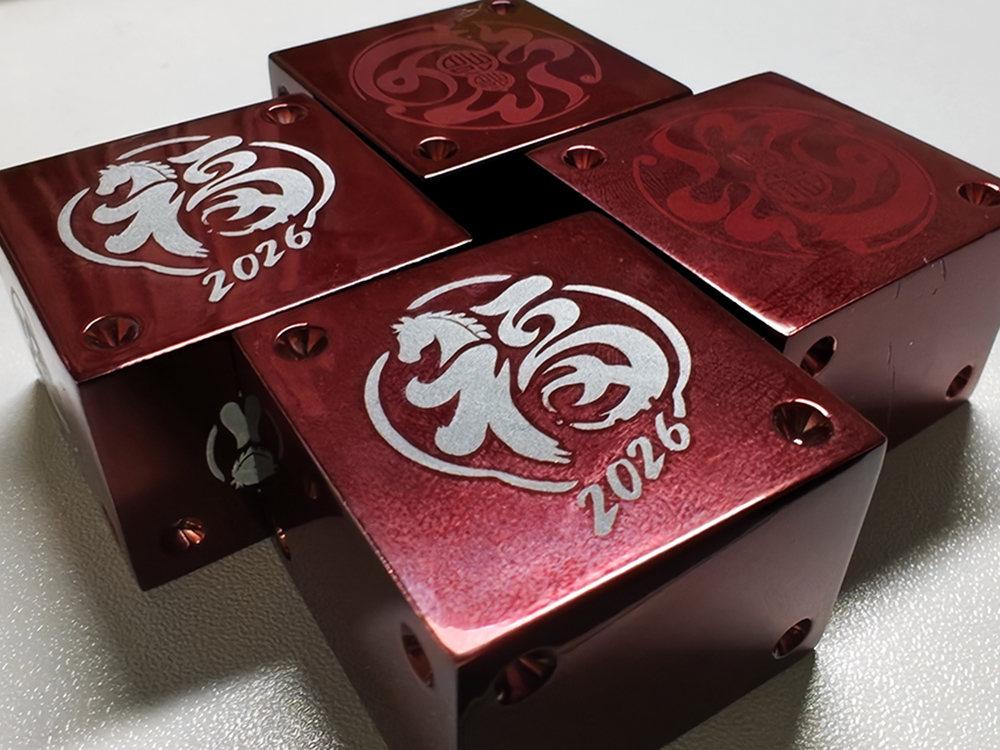
В промышленном секторе наблюдается постепенный переход от методов электрообработки к методам оптической обработки. Установки для лазерной маркировки отличаются универсальностью, высоким качеством результатов и стабильностью работы, что обусловило их широкое внедрение в различных отраслях. Они позволяют наносить гравировку или создавать долговечные, защищенные от подделки и несанкционированного изменения маркировочные знаки на самых разных металлических и неметаллических материалах. Благодаря использованию компьютерного управления и технологии гальванометрического сканирования эти установки обеспечивают высокую скорость обработки. Они оснащены полностью закрытой системой передачи лазерного излучения, адаптируемой к различным условиям эксплуатации, и имеют модульную конструкцию, упрощающую техническое обслуживание и ремонт, что делает их особенно удобными для использования в составе поточных производственных линий. Лазерная маркировка широко применяется для нанесения товарных знаков, номеров партий, дат, штрихкодов и других идентификаторов на такие изделия, как скобяные и металлические изделия, прецизионные приборы, автомобильные детали, электронные компоненты, режущий инструмент, сувенирная продукция, часы, сантехническая арматура, оправы для очков, пряжки для багажа, застежки-молнии, пуговицы, обувные пряжки и компьютерные клавиатуры. На рисунках 1 и 2 представлены примеры лазерной маркировки на диске и резиновом изделии соответственно. Лазерная маркировка способствует повышению качества и конкурентоспособности продукции.
Лазерная маркировка обладает преимуществами, недоступными для традиционных методов, таких как химическое травление, электроэрозионная обработка (EDM), механическая гравировка и печать. Во-первых, использование технологий числового программного управления (или компьютерного управления) позволяет легко изменять содержание маркировки и удовлетворять требованиям современного высокопроизводительного и динамичного производства. Во-вторых, лазерный метод обеспечивает возможность тонкой и точной гравировки и совместим с широким спектром материалов, позволяя создавать высокодетализированные и стойкие изображения. Наконец, в процессе обработки на заготовку не оказывается механического воздействия, что позволяет сохранить ее исходную точность. Этот процесс может стать завершающим этапом производства, исключая необходимость в дополнительной финишной обработке после нанесения маркировки. Метод отличается гибкостью: он подходит как для мелкосерийного или штучного производства (характерного для лабораторных условий), так и для нужд крупномасштабного промышленного выпуска продукции. Технология не создает загрязняющих веществ и не наносит вреда окружающей среде, что особенно важно в эпоху растущей экологической ответственности. Что еще более важно, маркировку, нанесенную лазером, крайне сложно подделать или изменить, что обеспечивает надежную защиту от контрафакта. С 1990-х годов технология лазерной маркировки получила широкое распространение во всем мире благодаря ее технологической зрелости, постоянному совершенствованию оборудования, растущему пониманию преимуществ на рынке и присущим ей достоинствам. Примечательно, что корпорация Intel использовала лазерную маркировку для нанесения обозначений на поверхность каждого чипа при выпуске серий компьютерных процессоров Pentium, Pentium Pro и Pentium MMX.
3 Классификация установок для лазерной маркировки
Как осуществляется лазерная маркировка? Как правило, процесс основан на управляемом компьютером относительном перемещении заготовки и лазерного луча, что позволяет лучу формировать (путем абляции) необходимые символы и изображения на поверхности изделия. Теоретически, любую систему, обеспечивающую контролируемое относительное движение лазера и заготовки, можно использовать для лазерной маркировки; в результате на сегодняшний день существует множество разновидностей такого оборудования.

Установки для лазерной маркировки можно разделить на две основные категории в зависимости от того, перемещается ли лазерный луч: системы с неподвижным лучом и системы с подвижным лучом. Как следует из названий, в первом случае лазерный луч остается неподвижным, а перемещается заготовка, тогда как во втором — перемещается луч, а заготовка остается неподвижной. В установках с неподвижным лучом для перемещения заготовки обычно используется координатный стол с ЧПУ (работающий в двух плоскостях). Их главное преимущество — относительно низкая стоимость, однако недостатки очевидны: низкая скорость маркировки, меньшая точность, трудности с нанесением сложных изображений (например, фотографий) и сложности при интеграции в поточные производственные линии. Системы с подвижным лучом можно дополнительно классифицировать по механизму перемещения луча; хотя каждый тип имеет свои плюсы и минусы, в целом системы с подвижным лучом превосходят системы с неподвижным лучом. Ведущим классом систем с подвижным лучом являются установки на базе гальванометрических сканаторов. В международной индустрии лазерной маркировки общепризнано, что среди различных типов оборудования для лазерной маркировки системы на базе гальванометрических сканаторов стали наиболее распространенным решением благодаря своим многочисленным преимуществам; они считаются перспективным направлением развития технологий лазерной маркировки.
Лазерные маркировочные установки можно классифицировать по типу источника излучения на системы с YAG-лазерами (твердотельными) и CO2-лазерами (газовыми), каждая из которых предназначена для работы с определенными материалами. Из-за различий в длине волны газовые CO2-лазеры подходят только для маркировки неметаллических материалов, тогда как твердотельные YAG-лазеры могут маркировать как неметаллические, так и металлические материалы. К основным расходным материалам для газовых CO2-лазеров относятся газовые смеси и сменные лазерные трубки; кроме того, германиевые линзы являются дорогостоящими и подверженными быстрому износу компонентами. Напротив, основным расходным материалом для твердотельных YAG-лазеров служит лампа накачки (ксеноновые лампы для импульсных лазеров и криптоновые лампы для лазеров непрерывного действия), стоимость которой относительно невелика. В последние годы снижение стоимости полупроводниковых лазеров привело к появлению твердотельных лазеров с полупроводниковой накачкой (DPSS) — например, YAG-лазеров с полупроводниковой накачкой, — генерирующих излучение с длиной волны 1064 нм. Такие системы отличаются ресурсом работы без технического обслуживания в 10 000 часов, компактными габаритами и не требуют громоздкой системы охлаждения. Компания China Daheng Laser Instruments первой в Китае разработала установку для лазерной маркировки на базе YVO4-лазера с полупроводниковой накачкой; эта система соответствует передовым международным стандартам и в настоящее время является серийным коммерческим продуктом.
4 Выбор оборудования для лазерной маркировки
Системы лазерной маркировки наносят изображения на поверхность материала (подложку) с использованием энергии лазерного излучения; однако получаемый результат может существенно различаться в зависимости от таких факторов, как тип используемого лазера и свойства материала. Например, CO2-лазеры непрерывного действия формируют маркировку за счет поверхностной абляции; импульсные газовые TEA-лазеры (с поперечным разрядом при атмосферном давлении) используют эффект карбонизации; эксимерные лазеры работают на основе фотохимических реакций, а Nd:YAG-лазеры — на основе термохимических реакций.
Каждая область применения предъявляет уникальные требования, поэтому выбор лазера не может быть случайным. Для разработчиков маркировочных систем ключевой задачей является подбор оптимальной длины волны лазера и оптической системы для конкретного материала с целью достижения требуемого качества маркировки. Успешная реализация процесса лазерной маркировки опирается на применение методологии «Шесть сигм» (Six Sigma). Например, при маркировке пластиковых изделий разработчикам необходимо тщательно учитывать состав материала и технологию литья, чтобы обеспечить равномерное распределение добавок, а также предусмотреть интеграцию систем контроля качества, таких как системы машинного зрения.
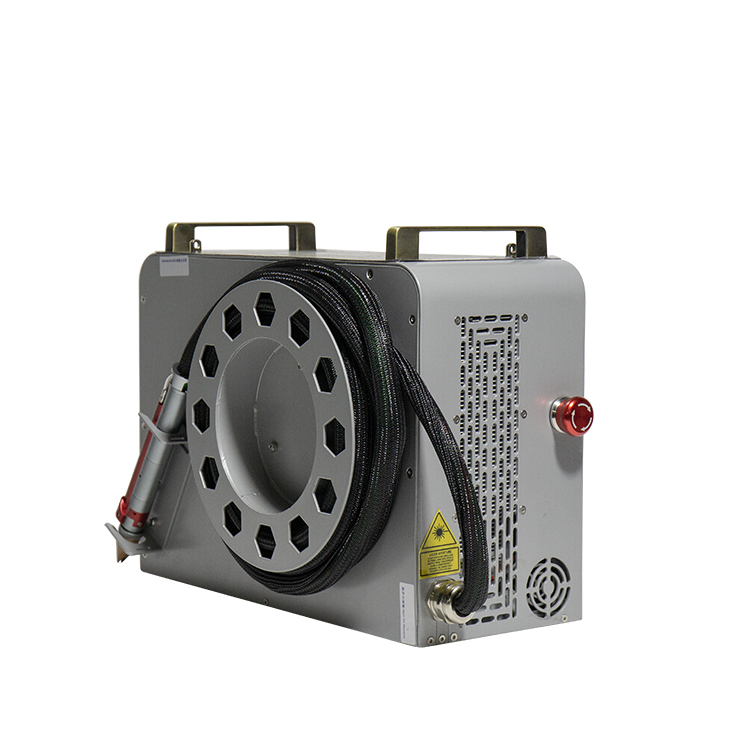
Лазерные системы на базе Nd:YAG- и CO2-лазеров с управляемым лучом остаются наиболее совершенными из доступных на сегодняшний день решений для маркировки. На рис. 3 представлена конфигурация установки для лазерной маркировки на основе Nd:YAG-лазера. В типичной системе для управления лазерным лучом используется пара сканирующих зеркал, направляющих его на обрабатываемую поверхность через систему объективов; движение зеркал осуществляется в соответствии с командами, сформированными компьютером. В сфере маркировки также применяются и другие типы лазеров, например, импульсные газовые TEA-лазеры (с поперечным разрядом при атмосферном давлении), использующие метод маркировки через маску, а также системы точечно-матричной маркировки на базе CO2-лазеров.
5 Экономическая эффективность установок лазерной маркировки
Региональный инженер по продажам компании Synrad (США), производителя промышленных CO2-лазеров, отмечает, что, хотя первоначальная стоимость системы лазерной маркировки значительно выше стоимости системы струйной печати, общие затраты на расходные материалы у нее ниже. Скотт Р. Сабрин, президент инженерно-консалтинговой компании The Sabreen Group, специализирующейся на системной интеграции для индустрии пластмасс, указывает, что для лазерных систем, оснащенных чиллером (системой охлаждения), единственными расходными материалами являются вода и электроэнергия, а также требуются лишь периодическая замена дуговых ламп или диодных источников накачки. В зависимости от региона, эксплуатационные расходы большинства компаний составляют примерно от 0,65 до 1,00 доллара в час, или около 6500 долларов в год. Это обеспечивает существенную экономию по сравнению с системами струйной печати, ежегодные затраты на которые (только на чернила и растворители) могут достигать 25 000–45 000 долларов, не считая расходов на утилизацию растворителей.
Стоимость комплектной системы лазерной маркировки на базе Nd:YAG-лазера может доходить до 120 000 долларов; в эту сумму входит сам лазер с ламповой накачкой и вспомогательное оборудование стоимостью от 45 000 до 55 000 долларов. Для сравнения: стоимость высококлассной установки для струйной печати и оборудования для изготовления печатных форм составляет всего 80 000 долларов. Однако для предприятия, использующего данное оборудование, если суточный объем производства составляет 50–100 единиц идентичной продукции и еще 100 единиц, требующих иных настроек, годовые затраты на печатные формы могут достигать 250 000 долларов — сумма, которая кажется незначительной по сравнению со стоимостью самой системы лазерной маркировки.
Любая компания, рассматривающая возможность внедрения лазерной маркировки, должна оценить экономическую эффективность этой технологии. Лазерные системы на алюмо-иттриевом гранате с неодимом (Nd:YAG) с ламповой накачкой примерно вдвое дороже систем на углекислом газе (CO2-лазеров), а системы с диодной накачкой стоят еще больше. Если CO2-лазер отвечает эксплуатационным требованиям, он станет оптимальным выбором для предприятия. Волоконно-оптические системы доставки излучения являются дополнительной опцией для Nd:YAG-лазеров (как показано на рис. 1); выбор этой опции требует тщательного анализа, особенно при ограниченном пространстве для установки оборудования.
В настоящее время лазерная маркировка широко применяется в утилитарных целях — например, для нанесения двумерных (2D) штрихкодов на печатные платы с помощью CO2-лазеров. Ожидается, что распространение таких штрихкодов приведет к росту спроса на системы лазерной маркировки. Разработчикам таких систем необходимо учитывать как расходы, специфичные для конкретного типа лазера, так и разницу в цене, обусловленную рабочей длиной волны. Лазерные системы требуют принятия защитных мер для блокирования лучей, отраженных от обрабатываемого изделия. В этом отношении системы на базе CO2-лазеров проще в эксплуатации, чем системы на базе YAG-лазеров: для блокирования излучения CO2-лазера с длиной волны 10,6 мкм достаточно экрана из поликарбоната, тогда как для YAG-лазеров требуются специальные оптические фильтры. Эти фильтры стоят довольно дорого, из-за чего внедрение систем Nd:YAG (при маркировке пластика) обходится, как правило, дороже.
6 Перспективы развития лазерной маркировки
Лазерная маркировка стала одной из наиболее динамично развивающихся технологий в сфере упаковки. Однако на данный момент подавляющее большинство областей применения носит функциональный, а не декоративный характер — например, нанесение номеров партий на электронные компоненты и автомобильные детали, что позволяет персоналу контролировать процессы сборки и отслеживать характеристики готовой продукции. Тем не менее, некоторые виды маркировки предназначены непосредственно для конечного потребителя; примером могут служить четкие символы на компьютерных клавиатурах или маркировка на элементах ходовой части автомобилей. На долю декоративной лазерной маркировки приходится лишь 10% рынка; в этот сегмент входит, в частности, маркировка рекламной упаковки. В большинстве случаев символы, нанесенные лазером на компьютерные клавиатуры, выглядят как высококонтрастные монохромные изображения, тогда как декоративная лазерная маркировка позволяет создавать сложные полноцветные комбинации букв, цифр и графических элементов. Те же методы обработки, что используются для создания высококонтрастных меток, можно адаптировать и для получения цветной маркировки. За счет термохимических реакций, инициируемых избирательным поглощением когерентного излучения материалом основы, на поверхности формируется участок с измененным цветом; для получения конкретных оттенков в состав материала вводятся пигменты. Благодаря оптимальному сочетанию смол, пигментов и других добавок лазеры позволяют наносить маркировку практически любого цвета. Эксперты отрасли прогнозируют скорое повсеместное внедрение технологии двумерных (2D) штрихкодов, и лазерная маркировка станет одним из главных бенефициаров этой тенденции. Хотя для создания долговечных 2D-штрихкодов существуют и другие практические методы — например, ударно-точечная маркировка и струйная печать, — лазерные системы обладают преимуществом: они позволяют создавать более компактные коды, в которых размер отдельной ячейки соответствует размеру лазерного пятна. Несмотря на то, что технология 2D-штрихкодов пока не получила повсеместного распространения, она уверенно движется к широкому практическому применению. Компании, которым необходима возможность отслеживания сложных внутренних компонентов (особенно в автомобильной промышленности), уже используют различные символики с высокой плотностью записи данных; аналогичным образом потенциал технологии лазерной маркировки оценивают и производители печатных плат. Двумерные штрихкоды (например, Data Matrix) вмещают до 100 раз больше информации, чем одномерные (1D), занимая при этом меньше места; они отличаются высокой читаемостью и надежностью, сохраняя работоспособность даже при значительных повреждениях. Несмотря на признание преимуществ, на пути к массовому внедрению лазерной маркировки стоит серьезное препятствие: высокая стоимость оборудования. Однако по мере расширения круга пользователей и совершенствования характеристик и функциональных возможностей лазеров ожидается, что эти первоначальные затраты со временем снизятся. Несомненно, в ближайшем будущем технология лазерной маркировки вступит в новую эру повсеместного применения.