


Физический механизм паттернов лазерных колебаний: от кинематических характеристик до распределения энергии
2025-08-12
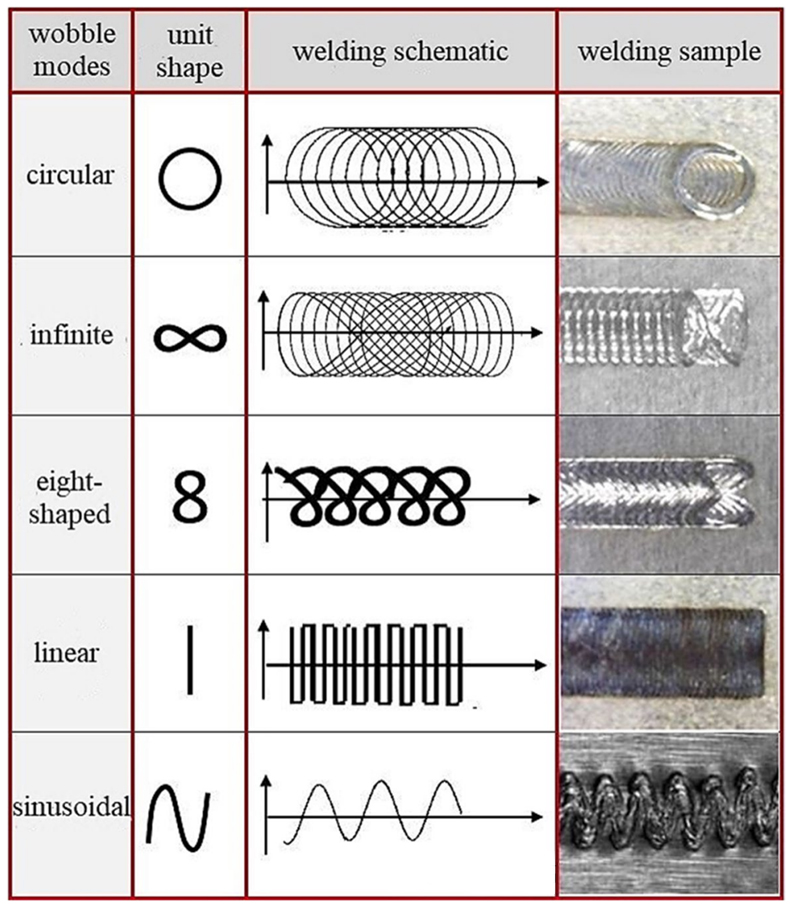
Современная технология лазерной сварки с помощью колебаний представляет собой, по сути, усовершенствованную форму «программирования энергии по траектории». Суть этой технологии заключается в первоначальном выборе паттерна колебаний (например, линейного зигзагообразного, восьмёрочного или спирального) с определённой «схемой распределения энергии», основанной на конечной цели сварки (например, достижение глубокого проплавления, перекрытие зазора или подавление пористости). Кинематические характеристики каждого паттерна определяют мгновенный и кумулятивный характер распределения энергии. Исходя из этого, инженеры затем корректируют такие параметры, как амплитуда, частота, мощность и скорость, для точного управления энергией, что в конечном итоге позволяет индивидуально управлять динамикой жидкости в сварочной ванне и стабильностью сварного шва для достижения идеального качества сварки.
Кинематические характеристики и механизмы распределения энергии различных режимов колебаний
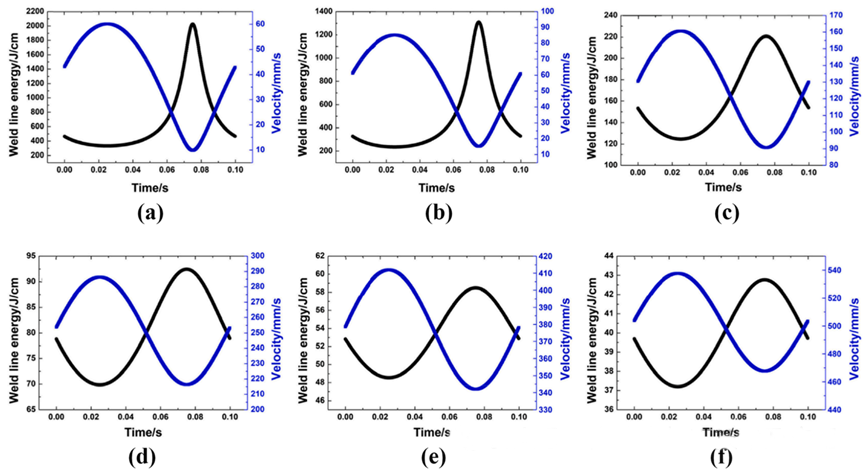
С кинематической точки зрения, фундаментальное влияние различных режимов лазерных колебаний на процесс сварки обусловлено их внутренними различиями в нескольких ключевых кинематичесих параметрах. К этим параметрам относятся мгновенная скорость, ускорение, кривизна траектории и характеристики управления. Мгновенная скорость определяет время пребывания энергии лазерного пятна в определенной точке, в то время как ускорение напрямую влияет на ударную вязкость, испытываемую расплавленной жидкостью. Кривизна траектории не только определяет плавность поворота, но и непосредственно направляет макроскопическое направление потока расплавленной ванны и распределение давления отдачи пара на стенке канала сварки. Вместе они составляют важнейшую физическую движущую силу, влияющую на динамическое поведение расплавленной ванны.
В частности, режим «зигзаг» характеризуется сегментированным линейным движением и мгновенным разворотом. Это приводит к высокой и равномерной скорости на прямых участках, но в вершине она мгновенно падает до нуля, что приводит к теоретически бесконечному ускорению и кинематической «сингулярности». Синусоидальный режим, с другой стороны, представляет собой непрерывную, плавную криволинейную траекторию. Её тангенциальная скорость достигает пика на центральной линии и падает до минимума на вершинах и впадинах. Ускорение плавно изменяется на протяжении всего процесса, избегая резких разворотов. Схема «восьмёрка/бесконечность» (∞) демонстрирует наиболее сложную кинематику. Сочетание плавных криволинейных поворотов с пересечением траекторий в центральной точке не только создаёт провалы скорости на дальних концах двух петель, но и формирует вторичную характеристику обгона в центральной точке. Спиральный режим представляет собой тип движения с непрерывно изменяющейся кривизной. Его тангенциальная скорость может поддерживаться постоянной или плавно увеличиваться/уменьшаться в соответствии с алгоритмом управления, что обеспечивает плавное и равномерное движение на двумерной плоскости.
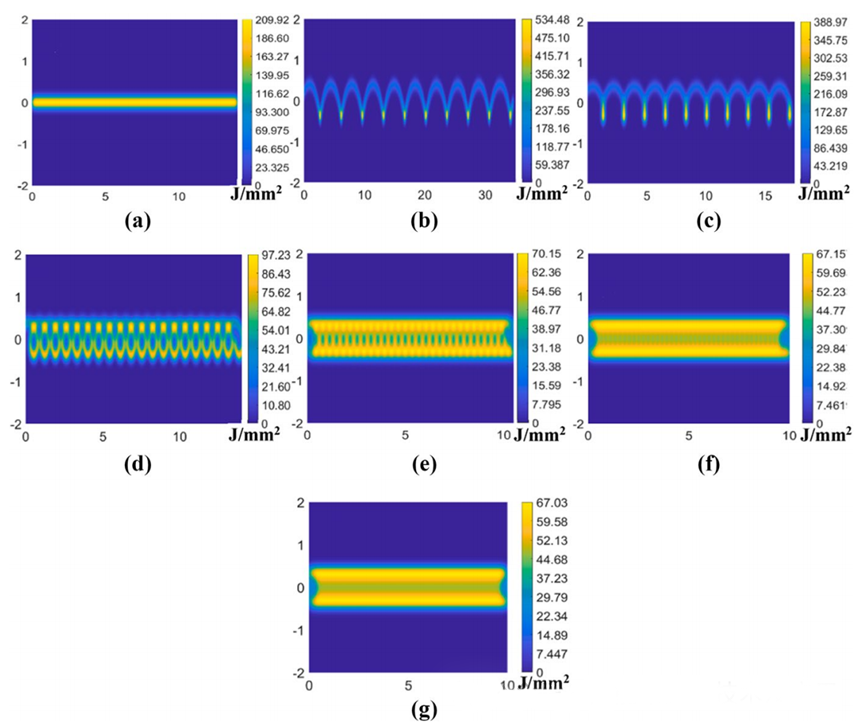
Исходя из различий в этих кинематических характеристиках, распределение лазерной энергии как во времени, так и в пространстве также демонстрирует значительную неоднородность, что в первую очередь проявляется в пространственном распределении плотности энергии и временных характеристиках подводимой энергии. Пространственное распределение плотности энергии относится к разнице в общем количестве энергии, накопленной в различных областях за цикл колебаний. Оно напрямую определяется кинематическим временем выдержки: чем больше время выдержки, тем выше локальная плотность энергии. Временные характеристики подводимой энергии, с другой стороны, фокусируются на порядке и частоте приложения энергии к определенным областям ванны расплава. Это определяет термическую историю ванны расплава во время предварительного нагрева, перемешивания и затвердевания, существенно влияя на конечную микроструктуру и свойства.
Эти различия в распределении энергии проявляются в различных режимах: время выдержки в пике зигзагообразного режима приводит к экстремальной локальной концентрации энергии, что может легко привести к перегреву типа «замочная скважина», резкому увеличению давления отдачи и разбрызгиванию в этой точке. Характерное распределение энергии в режиме «восьмёрка/бесконечность» (∞) представляет собой зону суперпозиции энергии, образуемую в центральной точке пересечения. Эта зона дважды проходится лазером в течение каждого цикла, создавая стабильную высокоэнергетическую зону нагрева ядра, что чрезвычайно важно для поддержания глубины и стабильности проплавления. Спиральный режим характеризуется уникальной последовательностью подачи энергии. Независимо от того, сходящийся он внутрь или расходящийся наружу, он обеспечивает постепенное и послойное распределение энергии, обеспечивая эффективный предварительный или последующий нагрев зоны сварки, тем самым точно контролируя температурный градиент. Синусоидально-косинусный режим, с другой стороны, формирует полосообразные области относительно концентрированной энергии в вершине траектории колебаний, что способствует улучшению сплавления стенок.
Координированное управление параметрами процесса: влияние амплитуды и частоты на динамику расплавленной ванны
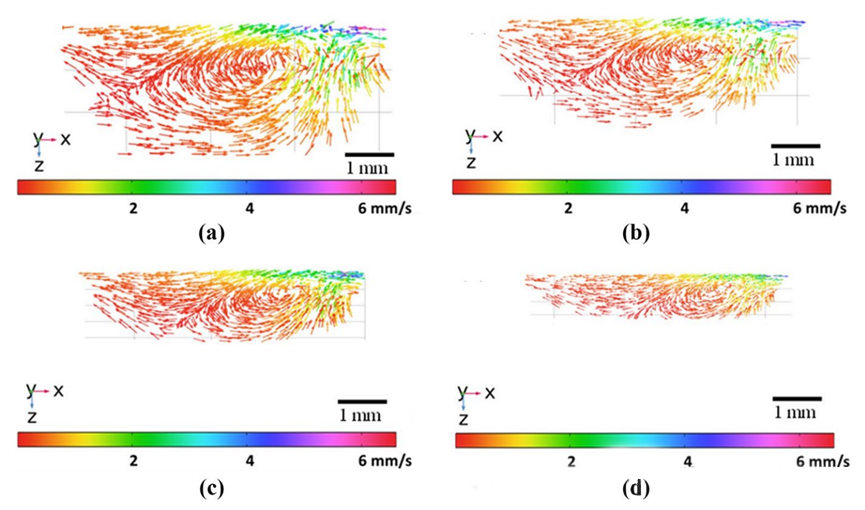
При лазерной колебательной сварке частота и амплитуда колебаний являются двумя важнейшими ортогональными параметрами процесса, определяющими распределение энергии и поведение расплавленной ванны. Частота определяет частоту, с которой энергия многократно подается в течение времени. Высокие частоты (обычно >100 Гц) обеспечивают быстрое, непрерывное воздействие и перемешивание сварочной ванны, способствуя макроскопической гомогенизации энергии и динамической стабильности, в то время как низкие частоты усиливают периодичность энергии.
Амплитуда определяет пространственное распределение энергии. Большие амплитуды снижают локальную плотность энергии в обмен на более широкую зону сплавления и большую боковую силу, что делает их пригодными для перекрытия больших зазоров. Малые амплитуды существенно ограничивают энергию вблизи центральной линии, формируя распределение энергии стандартного гауссова пятна по геометрии траектории, смягчая или обостряя его для обеспечения точного управления. Эти два параметра, наряду со скоростью сварки, определяют коэффициент перекрытия, охватывая таким образом полный спектр управления процессом: от линейных до плоских источников тепла, от периодических интенсивных импульсов до квазинепрерывного плавного воздействия.
В линейных и квазилинейных режимах колебаний механизмы отклика режимов зигзаг и синусоидально-косинусоидального режима при настройке параметров существенно различаются. Резкий поворот вершины режима зигзаг делает его чрезвычайно чувствительным к амплитуде колебаний. При больших амплитудах колебаний эффект «глубокого расплавленного штифта», создаваемый нулевой скоростью в вершине, улучшает проплавление боковой стенки. При малых амплитудах колебаний пространственное проплавление множества точек запаздывания преобразует процесс из «фиксированной точки» в «эквивалентное большое пятно» с выровненным распределением энергии, демонстрируя превосходный контроль топографии при высокоскоростной сварке тонких пластин. Режим Sine/Cos с плавным ускорением и замедлением на протяжении всего процесса обладает более плавными характеристиками. Хотя эффект «запаздывания кромки» при больших амплитудах колебаний не столь выражен, как в режиме Zig-Zag, его достаточно для обеспечения достаточного проплавления кромки шва в таких областях применения, как угловые швы. Высокочастотные колебания создают постоянно широкую и неглубокую ванну расплава, эффективно подавляя разбрызгивание и улучшая качество формы, демонстрируя совокупное преимущество в стабильности и эстетике.
Среди сложных режимов, ориентированных, главным образом, на перемешивание ванны расплава и гомогенизацию состава, режимы «восьмерка» и «бесконечность» (∞) обеспечивают превосходное управление полем течения внутри ванны расплава благодаря уникальному центральному перекрестному пути. Основные преимущества обоих режимов максимальны на высоких частотах. Интенсивный периодический поперечный сдвиг и кольцевое течение вызывают сильную турбулентность расплава, что делает их оптимальным решением для устранения дефектов пористости при сварке алюминиевых сплавов или неравномерного распределения элементов при сварке разнородных материалов. Различие между двумя режимами с точки зрения регулировки амплитуды заключается в том, что режим «восьмерка» с большой амплитудой возбуждает макроскопическую конвекцию в более широком диапазоне, достигая общей гомогенизации широкой ванны расплава; в то время как режим с малой амплитудой сильно сжимает всю энергию (кольцевой путь и центральное пересечение) в одну точку, образуя большую горячую точку с чрезвычайно сложной плотностью энергии и внутренним течением, что позволяет осуществлять сверхглубокую сварку плавлением. Бесконечный (∞) режим, разновидность восьмёрочного режима, характеризуется более плавным переходом в центр, что теоретически дополнительно минимизирует воздействие жидкости и обеспечивает более стабильный процесс перемешивания.
Спиральный режим имеет другие параметры процесса, определяемые, главным образом, конечным диаметром, шагом и скоростью вращения. Конечный диаметр определяет общую активную площадь, что делает его предпочтительным выбором для задач плавления на плоскости, таких как кольцевая наплавка, приварка концов шпилек и лазерная наплавка. Соответствие шага и скорости вращения определяет точность распределения энергии: сочетание малого шага и высокой скорости вращения обеспечивает равномерный эффект «поверхностного источника тепла» за счёт высокого перекрытия, что подходит для подготовки наплавочных слоёв, следующих за гладкими поверхностями; в то время как большой шаг или низкая скорость вращения делают спиральную траекторию чётко видимой, что может быть использовано для специфического текстурирования поверхности. Кроме того, разница во времени прохождения сходящихся и расходящихся траекторий даёт спиральному режиму возможность решать специфические технологические задачи. Например, внутренняя спираль подавляет образование центральных дуговых кратеров и трещин на конце кольцевого сварного шва, демонстрируя свою уникальную ценность в управлении временем подачи энергии.


