


Сварка титановых сплавов
2025-09-23
Сварка титановых сплавов
Титан и его сплавы обладают многочисленными преимуществами, включая высокую прочность, превосходную жаропрочность и коррозионную стойкость. Титан и его сплавы, провозглашённые «металлом XXI века», представляют собой перспективный новый конструкционный материал. Титан и его сплавы играют важную роль не только в аэрокосмической промышленности, но и широко используются во многих других отраслях, включая химическую, нефтяную, лёгкую, металлургическую и энергетическую промышленность. К таким областям применения относятся прочные корпуса обитаемых глубоководных аппаратов, полностью титановые атомные подводные лодки, стабилизаторы ракет и имплантируемые соединения. В связи с высокими требованиями к обработке и формовке этих компонентов сварка стала неотъемлемой технологией соединения титана и его сплавов.
I. Параметры очистки и сборки 1. Требования к очистке: Канавки из основного металла: используйте проволочную щётку из нержавеющей стали или шлифовальную насадку из сплава (не используйте щётки из углеродистой стали во избежание науглероживания) для полировки до появления естественного цвета металла. Затем протрите ацетоном или спиртом, чтобы удалить масло и влагу. Сварочная проволока: промойте ацетоном и дайте высохнуть непосредственно перед использованием (во избежание вторичного загрязнения).
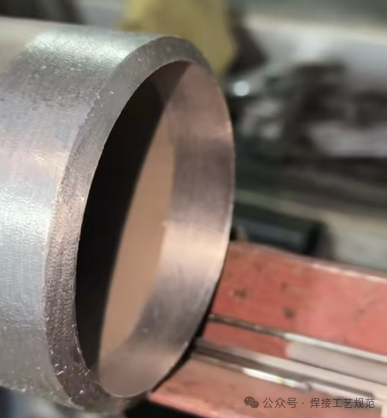
2. Зазор при сборке: около 3 мм (чрезмерный зазор может привести к неполному проплавлению или потере защитного газа). Несоосность должна составлять ≤ 10% от толщины листа (во избежание концентрации напряжений).

II. Проблемы окисления: химическая активность титана экспоненциально возрастает с повышением температуры. При отсутствии надлежащей защиты от сварки даже незначительное проникновение газа может серьёзно повлиять на качество шва. Поэтому все сварочные операции основаны на трёхступенчатой защите.
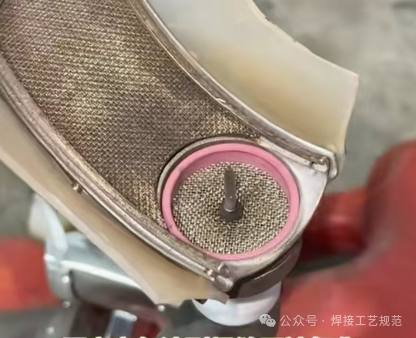
1. Защита от дуги: во время сварки вокруг дуги необходимо создать непрерывную плотную атмосферу инертного газа (аргона чистотой 99,99% или выше, предпочтительно аргона высокой чистоты), чтобы изолировать её от воздуха.
2. Защита расплавленной ванны и высокотемпературной зоны сварки: Металл расплавленной ванны (температура > 1668 °C, температура плавления титана) и затвердевший высокотемпературный шов (> 400 °C) требуют постоянной защиты аргоном до тех пор, пока температура не опустится ниже 400 °C (при этом активность титана значительно снижается).
3. Сварка: Даже при правильном методе сварки неправильная настройка параметров может привести к дефектам (таким как неполный провар, трещины и окисление). Ключевые параметры необходимо скорректировать для достижения баланса между контролем погонной энергии и эффективной защитой:
1. Чистота защитного газа должна быть ≥ 99,99% (аргон высокой чистоты промышленного класса). Недостаточная чистота (например, следы кислорода) приведет к образованию на сварном шве «синехрупкого слоя» (синий или серый цвет поверхности, признак окисления). Сварку необходимо немедленно прекратить и заменить газ.
2. Расход газа при сварке TIG: защита зоны дуги (расход газа через сопло) 8–15 л/мин, защита сзади (выход газа через сопло) 10–15 л/мин и замыкающий защитный экран (защитный экран) для высокотемпературных швов 20–25 л/мин. Слишком низкий расход газа приведёт к недостаточной защите, а слишком высокий — к турбулентности и вовлечению воздуха.
3. Расстояние до защитного экрана: Расстояние между соплом для сварки TIG и основным металлом должно быть ≤10 мм (чем меньше расстояние, тем стабильнее защита). Замыкающий защитный экран должен покрывать сварной шов до тех пор, пока температура не опустится ниже 400 °C (обычно длина замыкающего экрана должна быть ≥50 мм).
4. Параметры: В настоящее время мы свариваем пластины толщиной 3–10 мм на параметрах 80–150 А вольфрамовым электродом φ3,2, что требует многослойной многопроходной сварки.
IV. Основные моменты
1. Избегайте чрезмерного стремления к «высокому току, быстрой сварке»: титановые сплавы чувствительны к подводу тепла. Чрезмерный ток может привести к: укрупнению зерна в зоне термического влияния (ЗТВ), снижению пластичности сварного шва (относительное удлинение может уменьшиться более чем на 50%) и чрезмерно высокой температуре сварочной ванны, что увеличивает риск газового загрязнения (даже при наличии надлежащей защиты высокие температуры увеличивают скорость реакции титана с газом).
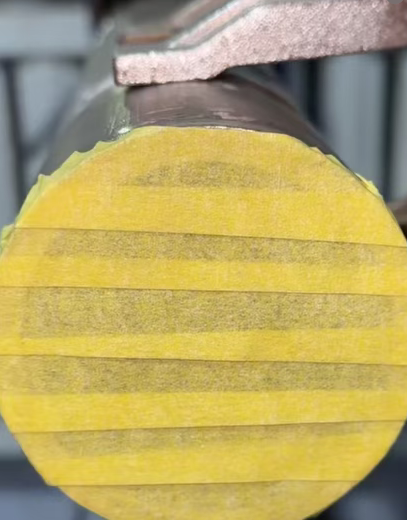
2. Для первого шва требуется «контрольная сварка»: различные марки титановых сплавов (например, TC4 и TA2) имеют разную теплопроводность. Рекомендуется сначала провести контрольную сварку на ломе. Осмотрите сварочную ванну: она должна быть стабильной, серебристо-белой, без почернений и следов окисления. Проверьте формирование шва.
3. Обеспечьте равномерный переход шва без прожогов, непроваров и трещин. Для последующей пакетной сварки сделайте пологий скос 5–6 мм в месте сварки, чтобы обеспечить полное проплавление в конце дуги.
4. Используйте плавающий механизм подачи проволоки во время сварки.



