


Применение лазерной прецизионной точечной сварки в индустрии потребительской электроники
2026-01-29
Применение лазерной прецизионной точечной сварки в индустрии потребительской электроники
В последние годы, в условиях всё более жёсткой конкуренции на рынке потребительской электроники, электронная промышленность предъявляет всё более высокие требования к продукции. Традиционные методы обработки легко приводят к нестабильному качеству продукции, плавлению компонентов, трудностям в формировании правильных сварочных зон и низкому выходу годной продукции. Появление технологии лазерной обработки может быстро решить эти проблемы для производителей электроники. В производстве высококачественной электронной продукции лазерная обработка играет важную роль в оптимизации размеров изделий и улучшении качества, делая продукцию легче, тоньше и прочнее. По оценкам, около 70% процесса производства электронной продукции использует лазерные технологии (более 20 различных процессов) и соответствующее производственное оборудование.
В настоящее время лазерная прецизионная точечная сварка в основном используется в корпусах электронных изделий, защитных кожухах, USB-разъемах, проводящих элементах и т. д., предлагая такие преимущества, как минимальная термическая деформация, точная и контролируемая зона и положение воздействия, высокое качество сварки, возможность сварки разнородных материалов и простота автоматизации. Однако при сварке различных материалов требуются разные методы сварки. На основе многочисленных экспериментов инженеры компании Chuangxin Laser Welding обобщили оптимальные методы лазерной точечной сварки различных материалов, таких как высокоотражающие материалы, тонкие металлические листы и разнородные материалы, в процессе производства бытовой электроники для достижения наилучших результатов сварки.
Методы лазерной точечной сварки высокоотражающих материалов
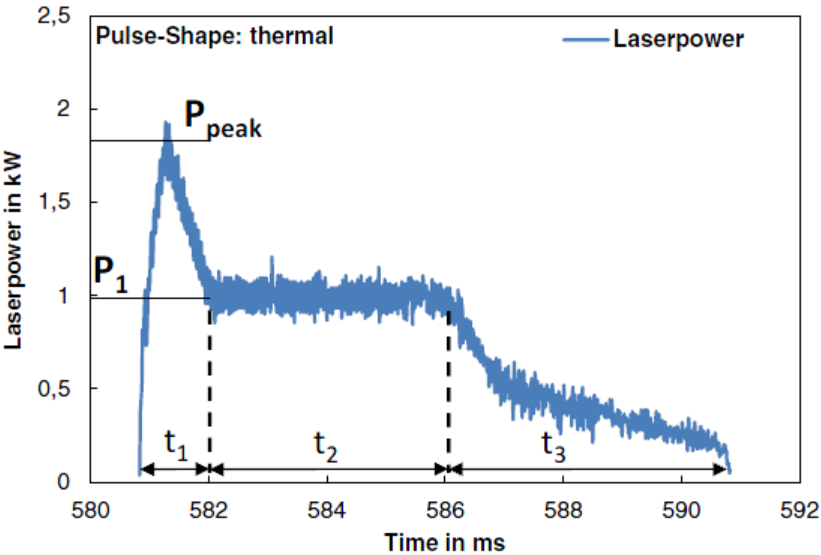
При сварке высокоотражающих материалов, таких как алюминий и медь, различные формы сварочных импульсов значительно влияют на качество сварного шва. Использование формы лазерного импульса с пиком на переднем крае позволяет преодолеть барьер высокой отражательной способности. Мгновенная пиковая мощность может быстро изменить состояние поверхности металла, повысив его температуру до точки плавления, тем самым уменьшая отражательную способность поверхности и улучшая использование энергии. Кроме того, благодаря высокой теплопроводности таких материалов, как медь и алюминий, постепенно уменьшающаяся форма импульса может оптимизировать внешний вид сварного шва.
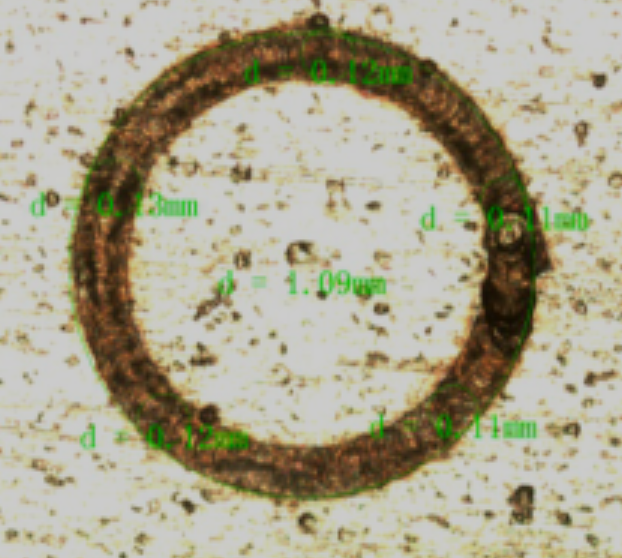
С другой стороны, коэффициент поглощения лазерного излучения такими материалами, как золото, серебро, медь и сталь, уменьшается с увеличением длины волны. Для меди коэффициент поглощения приближается к 40% при длине волны лазера 532 нм. Сравнительный анализ характеристик инфракрасных и зеленых лазеров показывает, что инфракрасные лазеры имеют больший размер пятна и меньшую глубину фокуса, что приводит к меньшему поглощению медью; в то время как зеленые лазеры имеют меньший размер пятна и большую глубину фокуса, что приводит к большему поглощению медью. Импульсная точечная сварка меди с использованием как инфракрасных, так и зеленых лазеров показывает, что сварочные пятна, создаваемые инфракрасными лазерами, имеют неравномерный размер, в то время как пятна, создаваемые зелеными лазерами, более однородны по размеру и глубине, с более гладкой поверхностью (рисунки 1-2). Эффект сварки с использованием зеленых лазеров более стабилен, требуя более половины пиковой мощности инфракрасных лазеров.
Лазерная сварка
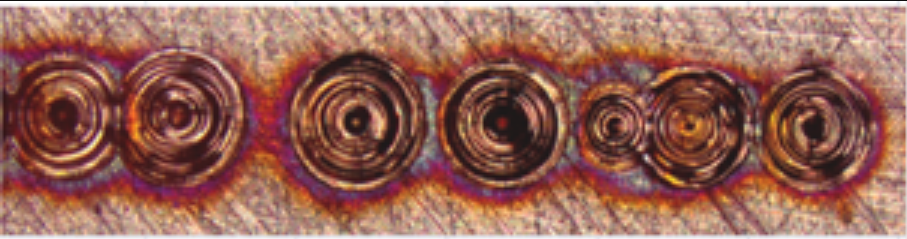
Эффект сварки на длине волны 1064 нм
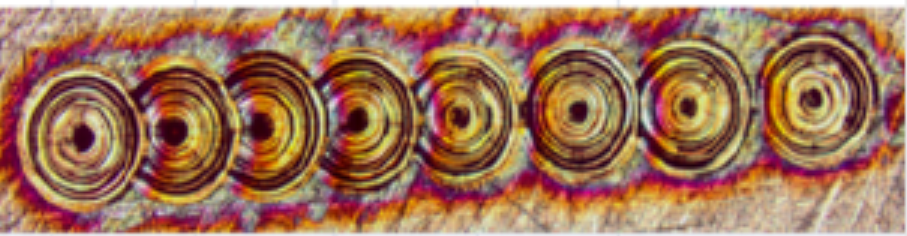
Эффект сварки на длине волны 532 нм
Метод лазерной прецизионной точечной сварки тонких металлических листов
Традиционные лазеры миллисекундного диапазона склонны к разрушению материала и создают большие сварочные пятна при сварке тонких металлических листов. Кроме того, высокоотражающие материалы, из-за их присущей нестабильности и низкого поглощения лазерного излучения в твердом состоянии, часто испытывают скачки и неполные сварные швы во время сварки. Для решения проблем сварки тонких пластин и высокоотражающих металлов была применена аналоговая и цифровая модуляция режима QCW/CW волоконного лазера. Один триггер мог генерировать N импульсов, что позволяло осуществлять одноточечную многоимпульсную сварку с относительно низкой мощностью.
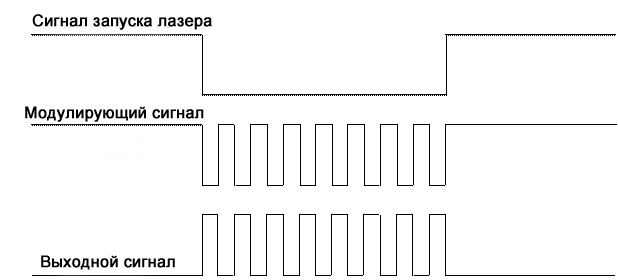
Выходной сигнал
Высокочастотная импульсная точечная сварка для формирования поверхности
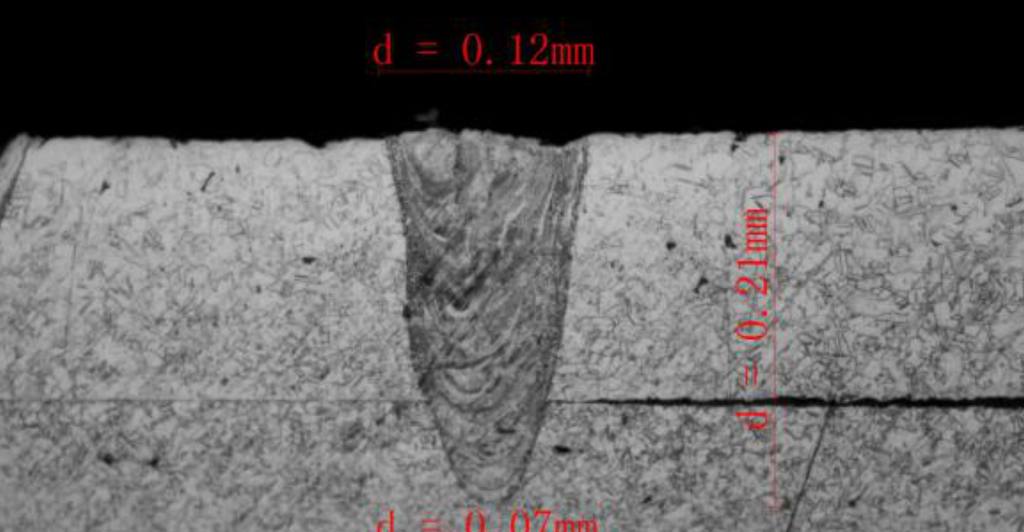
поперечное сечение сварного шва
Лазерная прецизионная точечная сварка разнородных материалов
Лазерная сварка разнородных тонких пластин подвержена таким проблемам, как неполные сварные швы, трещины и низкая прочность соединения. Это связано со значительными различиями в физических свойствах двух материалов, их низкой смешиваемостью и склонностью к образованию хрупких соединений, что значительно снижает механические свойства сварного шва. Использование наносекундного лазера с высоким качеством луча и высокоскоростным сканированием, точный контроль подводимой тепловой энергии подавляет образование интерметаллических соединений, обеспечивая перекрытие разнородных тонких металлических пластин и улучшая качество сварного шва и его механические свойства.



