


Сварка термопластичных композитов: глубокое техническое погружение
2026-04-09
Сварка термопластичных композитов: глубокое техническое погружение
При обсуждении термопластичных композитов часто выделяют четыре ключевых преимущества: короткие производственные циклы (исключающие необходимость использования автоклавов), возможность вторичной переработки, высокая ударная вязкость и свариваемость. Каждое из этих свойств можно рассмотреть с различных точек зрения: физики процессов, конструкционных ограничений и промышленной реализации. В данной статье мы подробно рассмотрим технические аспекты свариваемости.
1⃣️ Значение сварки в конструкциях из термопластичных композитов
Сварка — это метод сборки, позволяющий соединить отдельные детали в единую конструкцию путем расплавления материала в зоне контакта (на границе раздела). В контексте композиционных материалов типичные конфигурации сварных соединений включают:
Соединения типа «обшивка-обшивка»
Соединения типа «стрингер-обшивка»
Соединения с использованием кронштейнов
Соединения подсборок (узлов)
Как и в случае с металлами или неармированными пластиками, процесс сварки термопластичных композитов по своей сути является явлением, происходящим на границе раздела: две поверхности приводятся в плотный контакт, подвергаются термической активации и сплавляются друг с другом.
2⃣️ Ключевое физическое ограничение: плавление только матрицы
В термопластичных композитах сварка осуществляется за счет полимерной матрицы, а не армирующих волокон. Углеродные или стеклянные волокна не плавятся и не способны к диффузии через границу раздела. Это приводит к формулировке важнейшего конструкционного правила:
Сварка эффективна только в том случае, если плоскость сварного соединения параллельна слоям ламината.
При сварке, проходящей поперек сечения ламината, эффективность соединения в направлении, определяемом свойствами волокон, оказывается крайне низкой.
Следовательно, хотя сварные соединения могут обладать исключительной прочностью, они не являются изотропными. Геометрия соединения должна быть согласована со структурой ламината и путями передачи нагрузок.
3⃣️ Что происходит на границе раздела: активация, диффузия и консолидация
Для понимания процесса сварки термопластичных композитов удобно использовать концептуальную модель, описывающую последовательность из трех этапов:
Термическая активация: Граница раздела нагревается до температуры, превышающей соответствующий технологический диапазон, что придает подвижность полимерным цепям.
Взаимная диффузия / «Залечивание»: При условии достаточной подвижности цепей и обеспечения плотного контакта молекулы с обеих сторон проникают друг в друга через границу раздела. Именно этот процесс составляет основу механизма сцепления.
Консолидация под давлением + Охлаждение: Приложение давления позволяет устранить пустоты (поры), усилить плотность контакта и — при необходимости — обеспечить течение матрицы. Затем процесс охлаждения «замораживает» переплетенную структуру границы раздела, формируя прочное сварное соединение.
Именно этим объясняется столь строгий контроль технологических параметров в процессе сварки: динамика изменения температуры, времени выдержки и давления напрямую определяет качество получаемого сварного шва. В процессах непрерывной сварки скорость перемещения вносит дополнительную критически важную переменную. 4⃣️ Почему сварка имеет стратегическое значение для термопластичных композитов
Основные преимущества на системном уровне заключаются в устранении или снижении потребности в механическом креплении и вторичном соединении:
Уменьшение количества операций сверления (что снижает риск повреждения волокон и возникновения концентрации напряжений)
Снижение «паразитной» массы, вносимой крепежными элементами
Потенциальная возможность более быстрой и легко автоматизируемой сборки
Более прямой путь к организации высокоскоростного производства
По сравнению с клеевым соединением, сварка плавлением — при условии правильного выполнения — позволяет сформировать более непрерывную границу раздела фаз матрицы, тем самым снижая зависимость от использования промежуточных слоев сторонних материалов.
5⃣️ Две категории процессов: непрерывная и статическая сварка
Методы сварки термопластичных композитов, как правило, подразделяются на две категории:
Непрерывная сварка: источник тепла перемещается вдоль границы раздела соединяемых деталей; метод подходит для создания длинных линейных сварных швов.
Статическая сварка: область границы раздела остается неподвижной на этапах нагрева и приложения давления; метод подходит для точечной сварки или соединения локальных участков. Ввиду узких технологических окон в промышленной практике обычно применяется автоматизация, позволяющая обеспечить воспроизводимость усилий прижима, скоростных режимов и параметров температурного контроля.
6⃣️ Детальный обзор процессов: четыре основных метода сварки термопластичных композитов
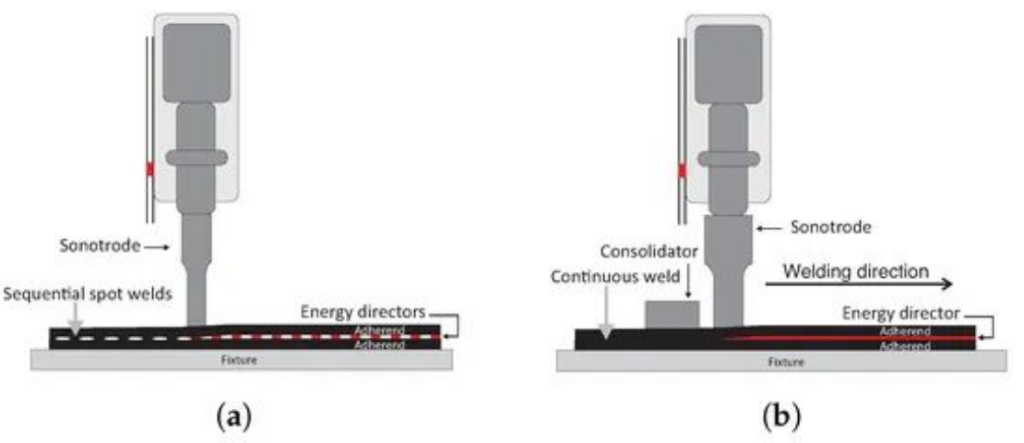
1) Ультразвуковая сварка — принцип действия: ультразвуковой волновод (сонотрод) под давлением передает в зону соединения высокочастотные механические колебания. Трение и/или вязкоупругая диссипация энергии на границе раздела фаз вызывают быстрый локальный нагрев, в результате которого матрица расплавляется и происходит взаимная диффузия материалов. Преимущества:
Чрезвычайно короткое время цикла, что делает метод особенно подходящим для точечной сварки
Локализованный нагрев при минимальной общей тепловой нагрузке на изделие
Отсутствие необходимости в использовании внешних резистивных нагревательных элементов
Совместимость со множеством комбинаций термопластичных матриц и армирующих волокон
Ограничения:
Конструкция оснастки/волновода критически зависит от геометрии свариваемой детали
Эффективная передача энергии может быть затруднена при работе с толстыми ламинатами или материалами с высокой степенью демпфирования
Высокая ресурсоемкость оборудования при масштабировании процесса для создания крупных, длинных и непрерывных сварных швов
Типичные области применения:
Локальные точки соединения и стыки по типу точечной сварки
Отдельные виды непрерывных линейных швов в рамках демонстрационных проектов
Высокоскоростные сборочные ячейки, где ключевым фактором является время производственного цикла


