Коаксиальная подача проволоки: от технического прорыва к массовой коммерциализации
2026-03-19
Коаксиальная подача проволоки: от технического прорыва к массовой коммерциализации
В последние годы сфера применения лазерных головок с коаксиальной подачей проволоки и порошка — ключевых компонентов в аддитивном производстве с использованием лазерной проволочной наплавки — значительно расширилась. Сегодня они находят применение в широком спектре отраслей: от производства крупногабаритных конструкций, аэрокосмической промышленности и изготовления пресс-форм до автомобилестроения и сектора 3C (компьютеры, средства связи и бытовая электроника).
На начальном этапе научно-исследовательских и опытно-конструкторских работ (НИОКР) в 2017 году компания Tongli экспериментировала с различными оптическими конфигурациями, включая коаксиальное разделение луча на 4 потока, коаксиальные многолучевые матрицы и схемы с кольцевым лучом, формируемым посредством конического отражения. Однако результаты этих экспериментов неизменно оказывались субоптимальными. Ранние конструкции страдали от ряда практических ограничений: объединение нескольких лазерных пятен часто приводило к формированию нерегулярного профиля луча и ухудшению морфологии сварочной ванны, а возможности выбора направления обработки оставались ограниченными. Например, при обработке сложных криволинейных поверхностей любое отклонение лазерной головки затрудняло поддержание сходимости луча, что приводило к снижению качества обработки. Кроме того, схемы с объединением нескольких пятен накладывали жесткие технологические требования и демонстрировали высокую чувствительность к колебаниям высоты фокуса; как следствие, их внедрение в условиях массового производства оказывалось затруднительным, результаты обработки — нестабильными, а общие эксплуатационные расходы — неоправданно высокими. Стремясь обеспечить лучшее соответствие реальным сценариям применения, компания Tongli впоследствии разработала инновационную оптическую конструкцию, использующую профиль коаксиального кольцевого луча для одновременной подачи проволоки и порошка.
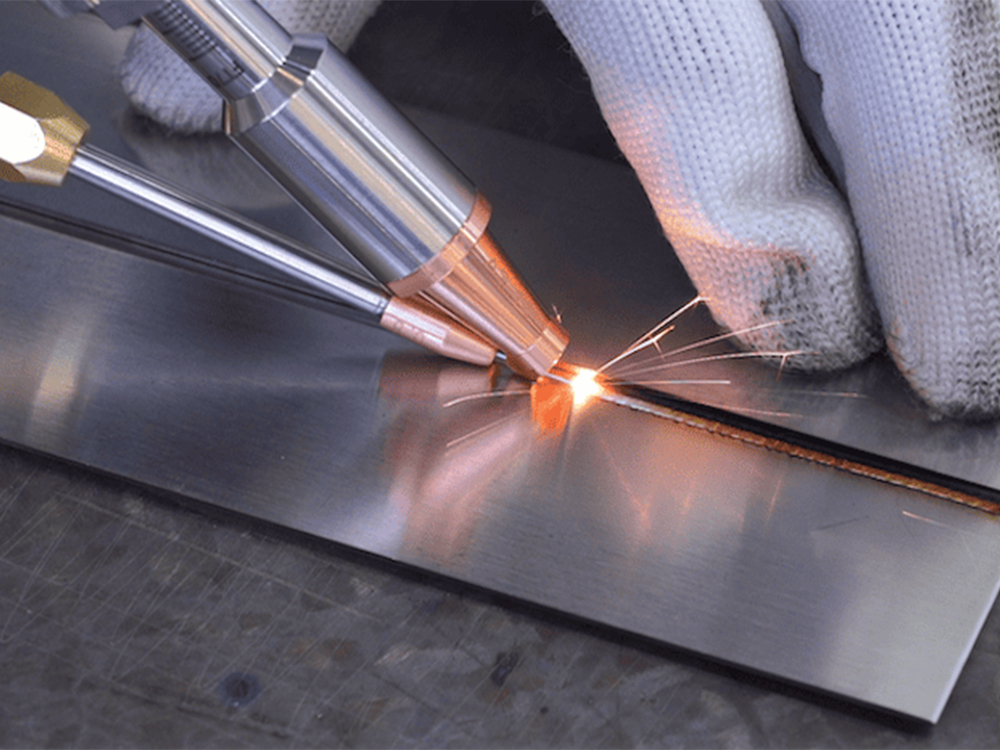
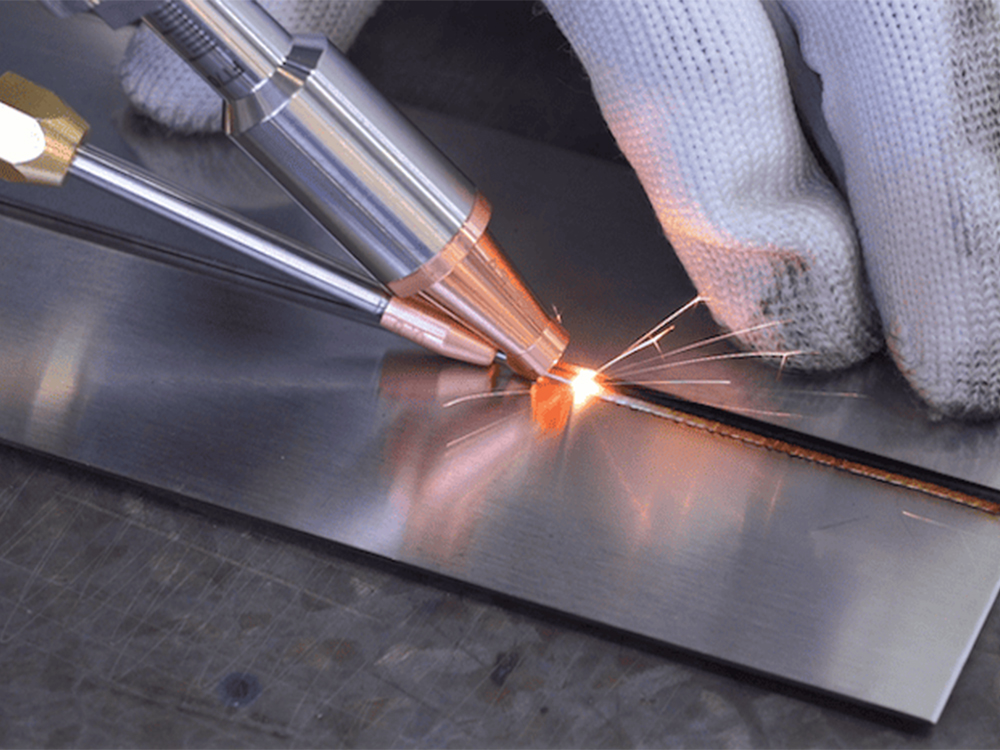
Данная лазерная головка способна коаксиально подавать в зону плавления как расходный материал (проволоку или порошок), так и лазерный луч. Полый кольцевой профиль луча фокусируется непосредственно в точке пересечения кончика проволоки с поверхностью обрабатываемой детали. В результате энергетическая интенсивность луча распределяется всенаправленно, обеспечивая равномерный предварительный нагрев и позволяя осуществлять полный контроль над подводимой энергией на протяжении всего производственного процесса. Такая конструкция снимает ограничения на выбор направления траектории обработки, открывая тем самым возможности для реализации таких технологий, как «антигравитационная» печать (наплавка в произвольном пространственном положении) и производство в условиях космоса. На сегодняшний день лазерная головка с коаксиальной подачей проволоки и порошка прошла десять итераций модернизации. Ассортимент доступных для печати материалов также неуклонно расширялся и теперь включает углеродистые и нержавеющие стали, полный спектр алюминиевых сплавов, сплавы на основе меди, титана, никеля и кобальта, баббиты, магниевые сплавы, циркониевую проволоку, керамические сплавы и многие другие материалы. Коаксиальная головка для подачи проволоки 10-го поколения от компании Tongli позволяет оперативно интегрировать источник питания для «горячей проволоки» или электрическую дугу с целью создания гибридного процесса, тем самым существенно повышая эффективность формования. Хотя лазерная обработка отличается высокой точностью и позволяет получать напечатанные детали с минимальной пористостью, скорость этого процесса относительно ниже по сравнению с методами, основанными на использовании электрической дуги. Для устранения этого ограничения и повышения эффективности коаксиальная лазерная головка Tongli — способная подавать как проволоку, так и порошок — оснащается либо источником питания для «горячей проволоки», либо электрической дугой, что обеспечивает возможность гибридной печати. Такой подход предусматривает предварительный нагрев проволочного материала, тем самым ускоряя процесс формования. На примере стали это выглядит следующим образом: добавление источника питания для «горячей проволоки» увеличивает скорость формования до 4 кг в час, а использование электрической дуги позволяет повысить этот показатель до 7 кг в час. Кроме того, функция одновременной подачи проволоки и порошка может быть активирована синхронно с режимом «горячей проволоки» или дуговым режимом.
Проект по созданию коаксиальной системы подачи проволоки 10-го поколения был запущен в 2024 году; в 2025 году прошли испытания готового продукта, а в конце 2025 года состоялась его премьера на Пекинской выставке аддитивных технологий. Реализация всего проекта потребовала почти двух лет итерационных научно-исследовательских и опытно-конструкторских работ (НИОКР), тестирования и оптимизации. Компания Tongli направила значительные усилия в области НИОКР на решение наиболее острых проблем, актуальных для данной отрасли: